"더 늘릴 수는 없나요?"
현업으로부터 종종 듣는 이야기다. "그냥 원래 SAP가 그렇게 생겨먹었습니다."라고 말면 편하긴 한데 답변이 넘 궁핍하지 않은가? 그러게... 왜 6개밖에 못 만들까. CO 입장에서 가공비 분석을 더 디테일하게 하려면 6개로는 부족하니 얼마든지 더 만들 수 있어야 할 텐데 말이다.
이게 다 무슨 얘기냐고?

이 정도 그림이면 설명이 되려나? 상단에 보면 10번부터 30번까지의 작업(Operation) 번호가 있고, 20번 작업인 "조립" 작업에 "Confirmation"이라고 체크되어 있다. 20번 작업에서 생산확정(Confirmation) 처리를 했을 때의 그림이다.
20번 작업은 워크센터 B에서 수행하는데, 워크센터 B를 따라가보면 표준값 키(Standard Value Key)라는 게 지정되어 있다. "표준값 키"는 생산오더와 코스트센터 B에 "액티비티 타입"으로 전달된다. 생산오더나 코스트센터는 CO Object이므로 T-계정 형태로 표시했고 각각 차변과 대변에 기록되었다.
간단한 그림이지만 많은 개념을 담고 있는데, 위 설명은 그냥 현상을 기술한 것이니 지금 다 이해 못해도 괜찮다. 위 그림을 더 깊게 이해하기 위해서는 아래 포스트를 먼저 읽고 오시라.
어쨌든,
"바로 이 표준값 키라는 게 6개 제한이 있는 것이다."
그러니 엄밀히 말하면 내가 쓴 제목은 틀렸다. 워크센터의 '액티비티'가 아니라 '표준값'에 6개 제한이 있는 것이다. (코스트센터의 액티비티 타입은 제한 없이 사용 가능하다)
위 그림처럼 워크센터를 관리하는 화면에 가보면 표준값과 액티비티 타입이 연결되어 있다. 그런데 이게 정말 6개가 다인가? 믿기지 않지 않는가? 표준값 키를 관리하는 IMG 화면에서 보면 어떨까?
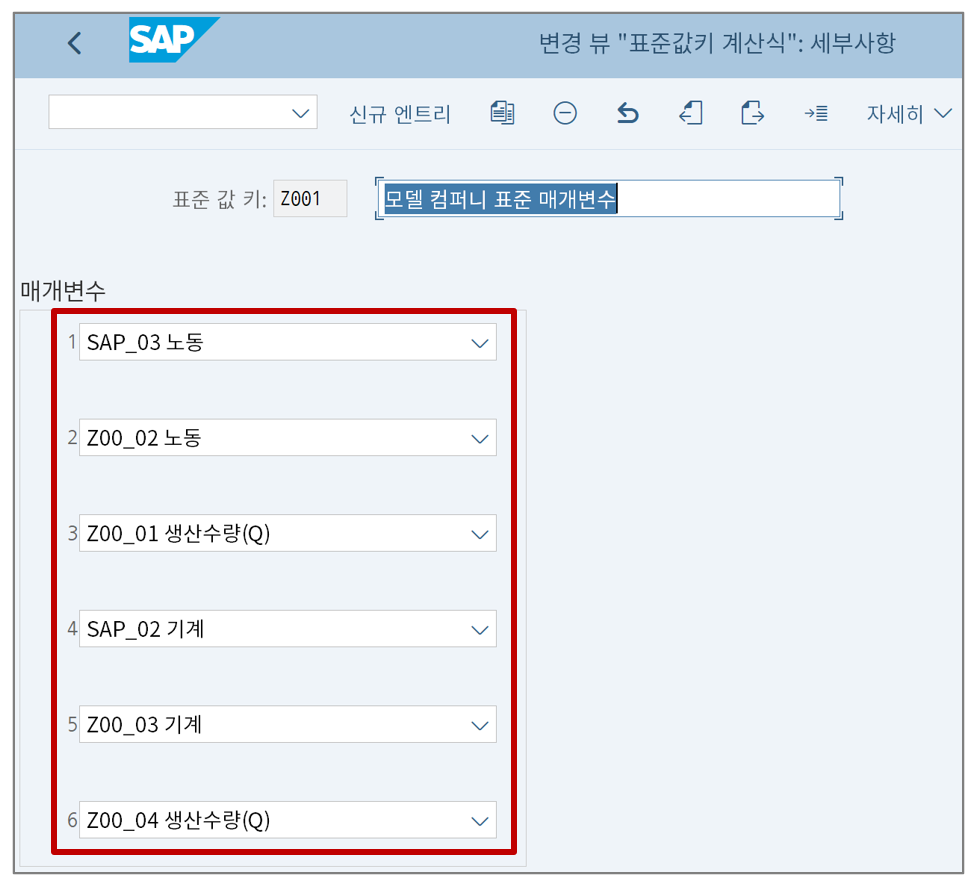
화면 생김새부터 아주 엄격하게 딱 6개만 입력할 수 있어 보인다. 각종 교재나 SAP 공식 문서에서도 모두 6개가 한계라고들 한다. 역시 SAP 스탠다드 구조상 6개 이상은 입력할 수 없는 게 맞는 것 같다. 더 늘릴 수는 없다.
"그럼 왜 SAP는 6개로만 제한시켰을까?"
이 부분이 진짜진짜 궁금했다. SCN을 뒤져봐도 이에 대한 명쾌한 답을 내놓는 사람을 찾지 못했었다. 그러다가 Janet Salmon이 쓴 아래 글을 찾았었다.
Activity Types per Work Center Confusion frequently arises about the limit of only six activity types at any work center. Why only six? The reason lies in SAP’s understanding of the activity type as the output measure for the work center. The output measure is typically expressed in terms of drilling hours, welding hours, and so on. In other words, these are the outputs that are measured when order confirmation takes place.
When people want to use more than six activity types, they’re often confusing inputs and outputs. A work center may supply welding hours, but it often uses energy hours, maintenance hours, and so on. If what you’re really trying to do by using more than six activity types is see the impact of increases in energy prices, higher wage costs, or changes in depreciation on product profitability, then you should consider activating the primary cost component split for your activity rates.
(출처: Controlling with SAP - Practical Guide, 174p)
원문은 다 안 읽어봐도 된다. 볼드체로 표시한 부분을 그대로 받아들여 보자면, SAP는 액티비티 타입을 워크센터의 아웃풋 단위라는 관점에서 만들었단 얘기다. 아웃풋 단위라는 건 예를 들면 용접시간, 드릴시간 같은 거랜다. 다시 말해 워크센터가 수행하는 작업이다. 일반적으로 CO에서 추가로 쓰고 싶어하는 전력시간, 정비시간 같은 건 워크센터의 아웃풋이 아니라 인풋이므로 액티비티 타입이 될 수 없단 얘기다. 전력시간은 워크센터가 "쓴" 시간이지 "수행한" 시간은 아니기 때문이다. 마찬가지로 정비시간도 정비 "받은" 시간이지 정비"한" 시간은 아니란 얘기다.
이해되는가? 난 솔직히 헷갈려서 몇 번을 다시 읽었는지 모르겠다.
보다 더 깊게 들어가보자. 표준값 키에 대한 SAP의 정의를 살펴보면
Standard values are planned values for the execution of an operation and are maintained in the operation. Typical standard values are, for instance, set-up and processing.
The execution time, costs and capacities are calculated in operations using formulas from the work centers and standard values from the operations.
(출처: help.sap.com, Basic Data > Standard value 클릭)
작업 실행에 대한 값이라고 하며, 실행시간, 원가, 캐파시티를 계산하기 위해 쓴다고 한다.
이건 내 추측인데, 난 아무래도 이게 생산관리에서 나오는 MLT(Manufacturing Lead Time)에서 따온 것 같다.
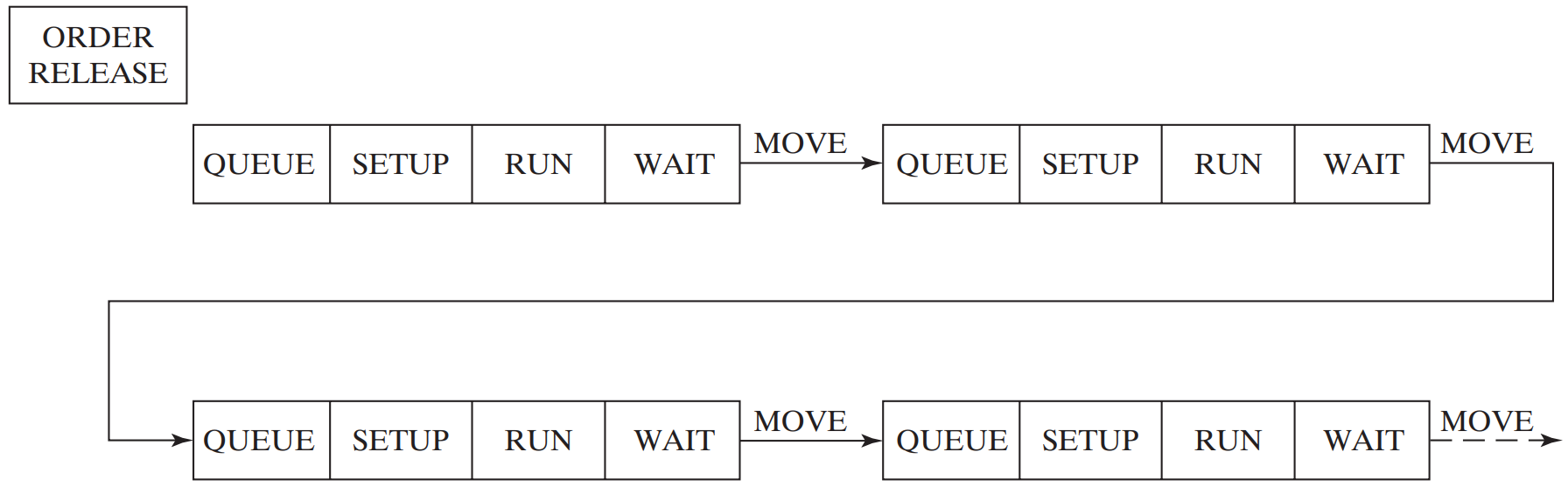
생산관리에서 배우는 Operation별 MLT의 구성요소는 5개다. QUEUE, SETUP, RUN, WAIT, MOVE. 아마 SAP가 이걸 따와서 표준값 키로 만들지 않았을까? 여기서 RUN을 기계시간과 노무시간으로 나누면 총 6개가 된다.
Janet은 표준값 키가 드릴시간이나 용접시간이라고 했지만, 그런 형태의 작업은 operation 번호로도 구분할 수 있기 때문에 난 이게 더 맞는 것 같다. (물론 산업구조나 생산형태에 따라 다르게 설정할 여지는 있으리라 본다)
이런 식으로 공정별 MLT 체계를 잡아 놓으면 해당 워크센터/공정의 작업별 수행시간과 캐파시티를 구할 수 있게 된다. 이렇게 해야 생산관리에서 원하는 Production Activity Control을 제대로 수행할 수 있으리라 본다.
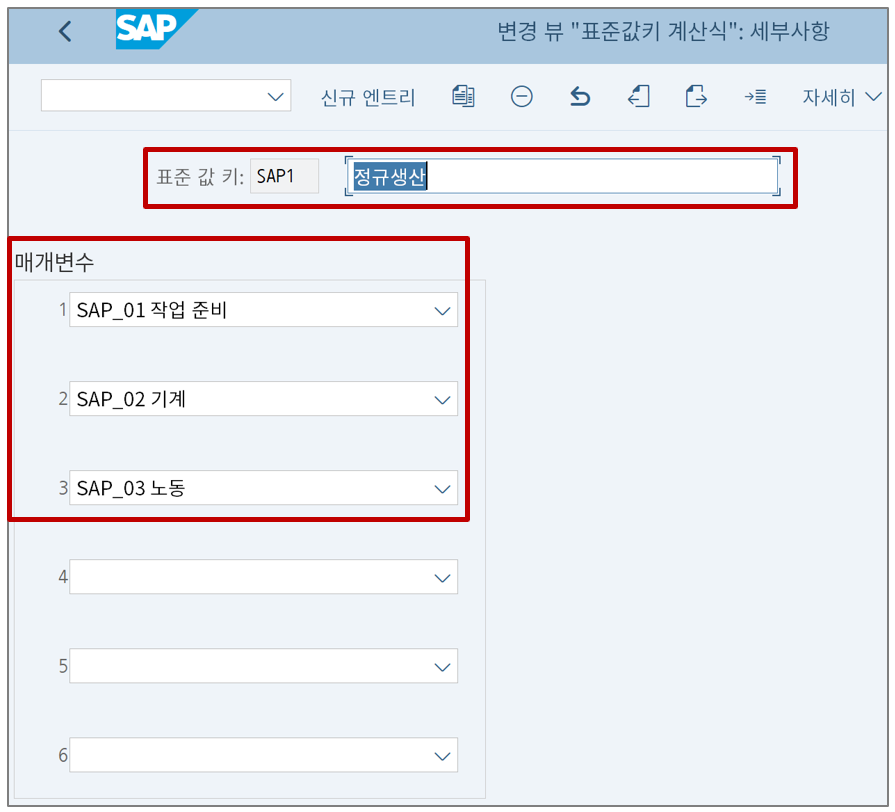
SAP가 기본으로 만들어둔 표준값 키인 'SAP1'을 보면 파라메터가 이렇게 작업준비, 기계시간, 노동시간으로 표현되어 있다.
여하튼 표준값 키는 PP 입장에서 워크센터의 아웃풋 시간이라고 보면 된다. (공수가 아니라 시간)
"그런데 문제는 이걸로 원가분석까지 하려니까 생겨난다."
5~6개의 표준값 키로 PP가 원하는 건 충족시켰다고 하자. 그런데 CO는? 이걸로 충분한가? 아니다. 원가분석 입장에서는 저렇게 분류한 표준값 키는 배부적수로는 의미가 있을지 몰라도 코스트 컴포넌트로 보기엔 부족하다.
원가분석 입장에서 액티비티의 "금액적 인풋"은 표준값 키가 아니라 원가요소이기 때문이다.
SETUP에 대한 수량이야 PP에서 시간 단위로 입력해줄 수 있다. 그렇지만 금액은? 딱 저 SETUP 활동에 대해서 지불하는 금액이 있나? 그렇지는 않다. 코스트센터 단위로 투입되는 비용은 이와는 다른 단위로 투입된다. 예를 들어 인원수에 따른 인건비, 전력사용량에 따른 수도광열비, 상각법에 따른 감가상각비 등이다.
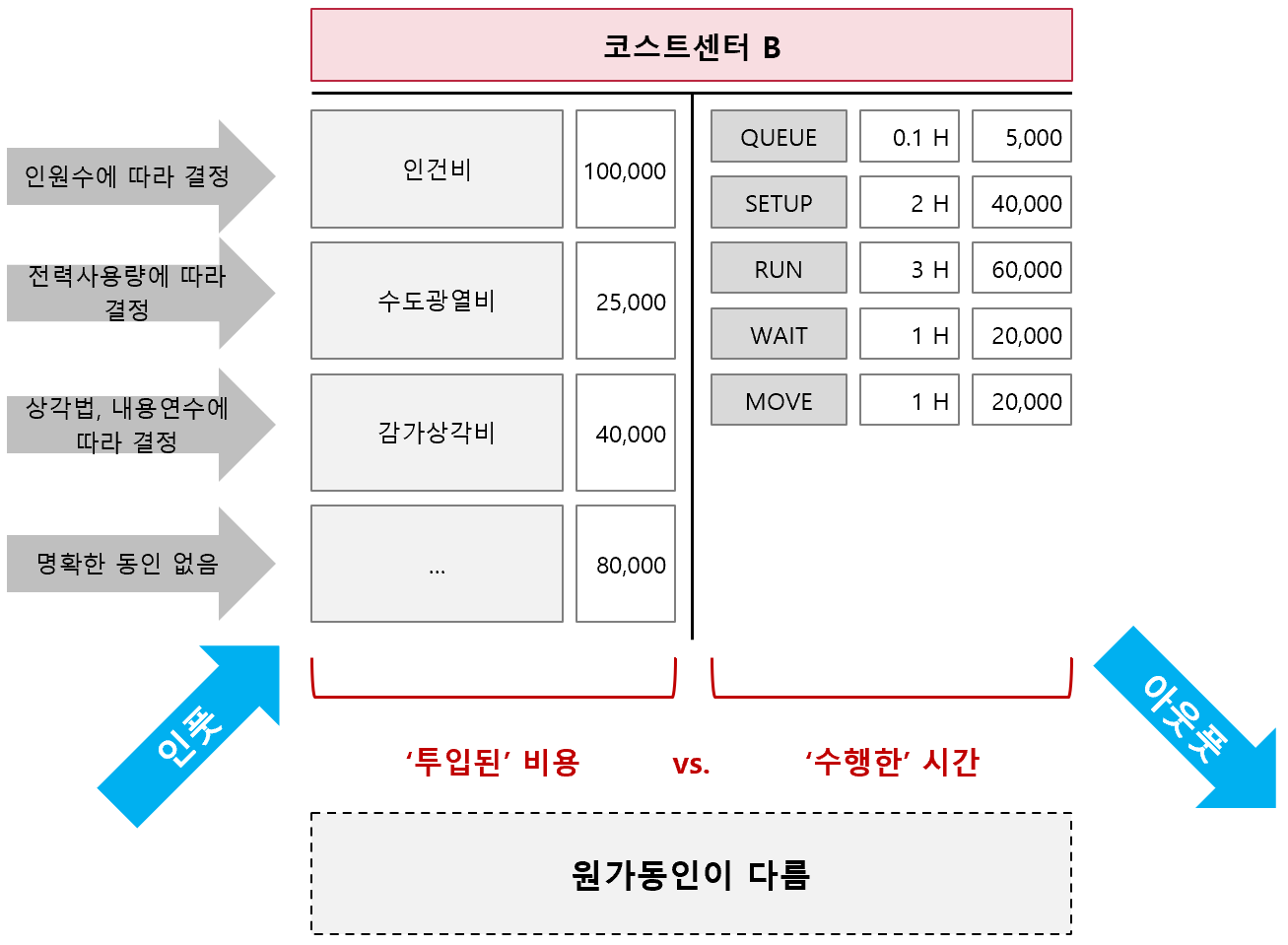
이처럼 인풋 사이드의 액티비티는 인원수, 전력사용량, 생산량 등인 데에 비하여, 아웃풋 사이드의 표준값 키는 수행시간으로 서로 상이하다. 인풋의 금액도 아웃풋의 수행시간에 따라 지불되는 형태이면 완벽하겠지만, 현실은 그렇지 못하다. 인풋의 금액과 아웃풋의 수행시간은 기껏해야 간접적인 인과관계 만을 가질 뿐이다.
이처럼 인풋과 아웃풋의 원가동인이 다르다곤 해도, 어차피 제품에 배부하기 위해서는 결국 아웃풋의 원가동인을 써야 한다. 현실적으로 특별히 더 다른 방법이 없기 때문이다. 그런 측면에서 보면 표준값 키를 배부적수로 사용하는 것도 타당해 보인다.
그런데 문제는 이렇게 표준값 키와 연결된 액티비티 타입이 그대로 코스트 컴포넌트까지 이어진다는 점이다.
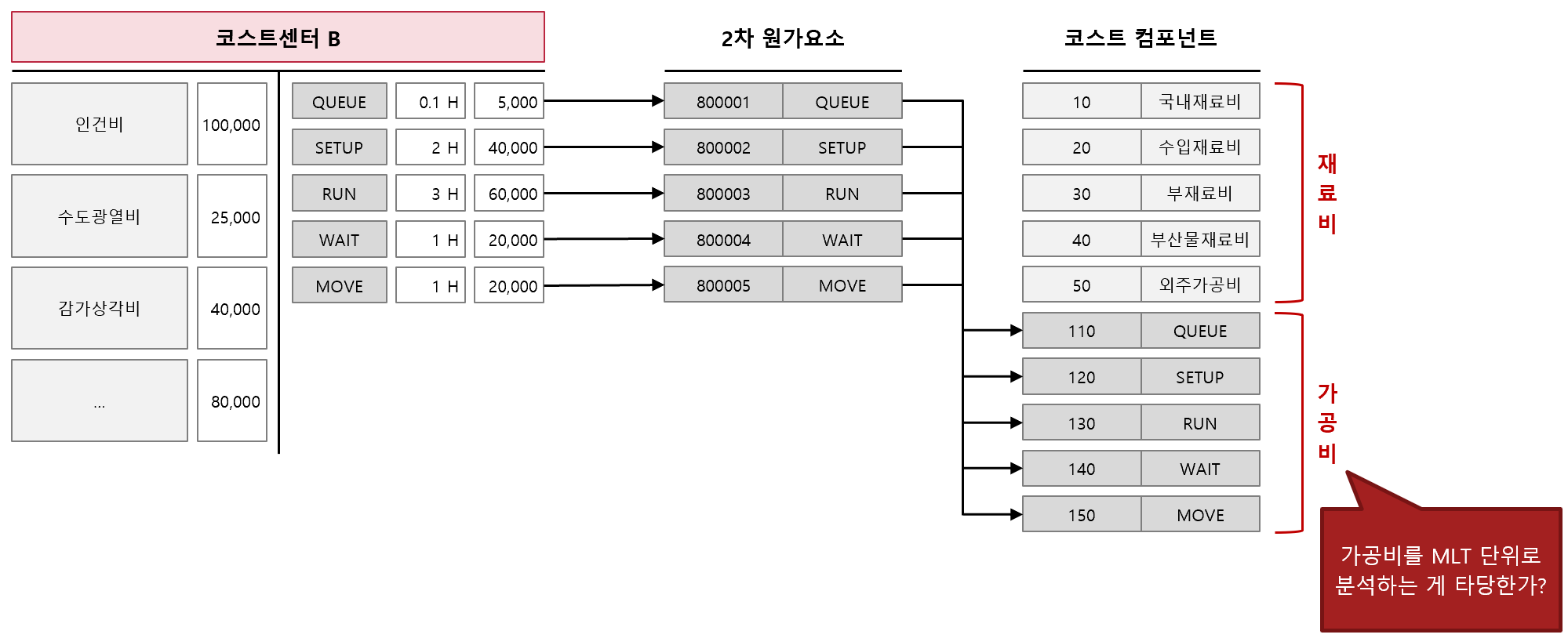
위 그림의 가장 오른쪽 항목이 제품 단위의 코스트 컴포넌트 분석뷰이다. 재료비는 비용 성격에 따라 구분되어 있는 반면, 가공비는 수행시간 단위로 구분되어 있다. 이게 과연 타당할까?
원가분석 업무를 수행할 CO 입장에서는 가공비를 이렇게 분석할 니즈는 보통은 없다. MLT는 배부적수로는 타당하지만 가공비의 분석항목으로는 큰 의미가 없다. 어떤 계정항목이 제품 단위로 얼마나 배부되어 들어갔는지는 파악할 수 없기 때문이다.
따라서 많은 회사들이 이렇게 하지 않고 있다. 한국에서 SAP를 경험해본 분들이라면 아래와 같은 그림이 더 익숙할 것이다.
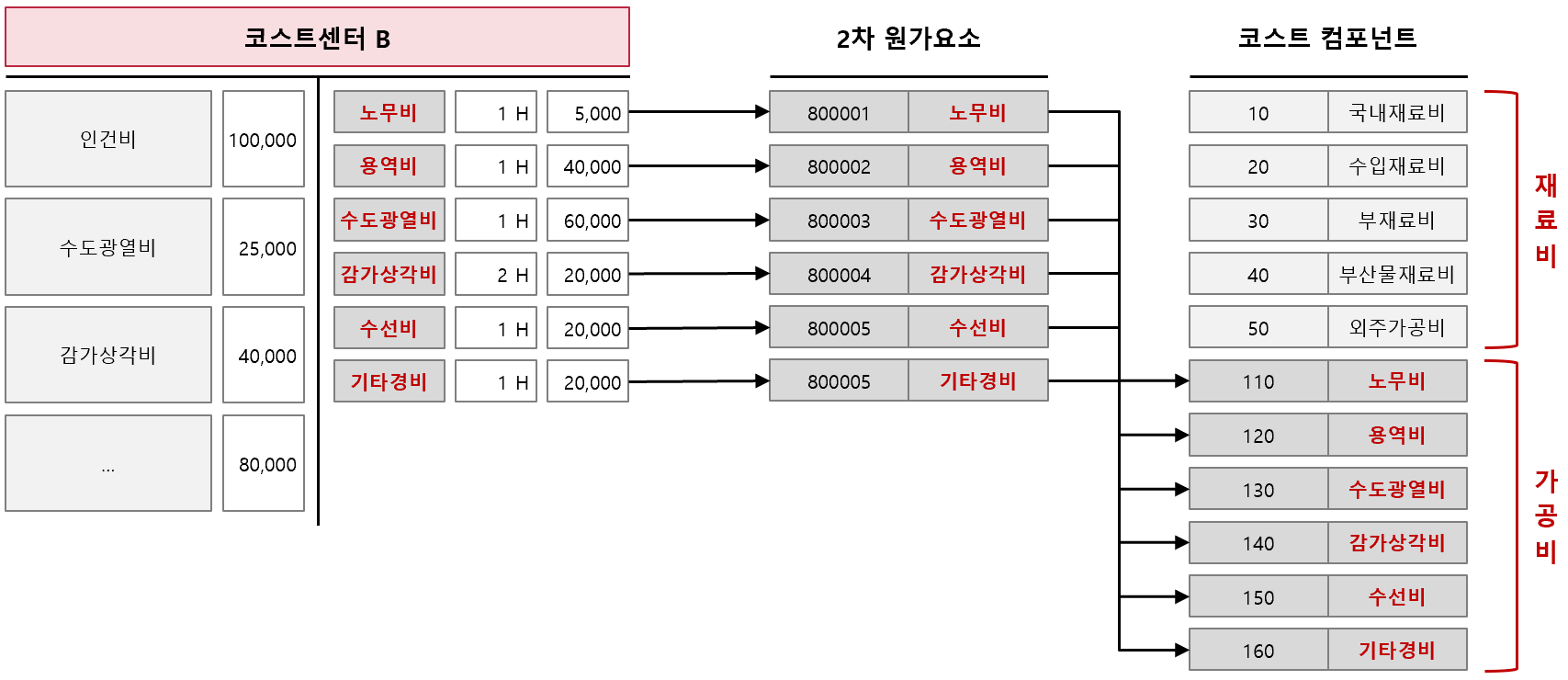
위 그림은 아예 표준값 키를 코스트 컴포넌트에 맞춰서 생성하는 방식이다. 표준값 키 자체를 CO의 분석 관점인 노무비, 용역비, 수도광열비 같은 명칭으로 만들었다. PP 입장에서는 이해되지 않는 방식일 것이다. 이러니까 PP랑 CO가 맨날 싸우지...
아무튼 이렇게라도 하면 가공비를 CO가 원하는 대로 분석할 수 있긴 한데, 문제는 그래도 6개는 모자라단 점이다. 가공비를 위 예시대로 노무비, 용역비, 수도광열비, 감가상각비, 수선비, 기타경비로만 분석한다고? 충분할까? 만약 수도광열비를 전기, 가스, 용수, 폐수로 나눠보고 싶을 땐 어떻게 하지?
그리고 CO의 코스트 컴포넌트는 최대 40개까지(S/4HANA에서는 120개까지도 된다) 만들 수 있다는데, 가공비를 고작 6개밖에 만들 수 없다고? 납득이 잘 안 될 것이다.
(※ 엄밀히 말하면 40개, 120개라는 숫자는 코스트 컴포넌트를 '변동비'로 설정했을 때뿐이다. '고정 및 변동원가'로 설정하면 코스트 컴포넌트 하나당 2개씩 자리를 차지한다. 그러므로 S/4HANA에서도 60~70개 정도라는 게 맞는다.)
PP 입장에서도 본인들이 원하지도 않는 정보를 6개나 입력해줘야 하는 불편함이 생긴다. 심하면 PP의 트랜잭션인 Confirmation이나 백플러시를 본인들이 아니라 CO를 위해서 억지로 해주는 거란 말까지 나올 수 있다.
그렇다면 어떻게 하는 게 좋을까?
회사 상황에 따라 몇 가지 방법이 있는데, 기본적으로는 Primary Cost Component Split이란 기능을 쓰는 걸 추천한다. 이건 다음 포스트에서 따로 정리해보겠다.
2021.10.08 - [SAP CO/깊숙한 개념] - Primary Cost Component Split
Primary Cost Component Split
이 글은 지난 번 『워크센터의 액티비티는 왜 고작 6개뿐인가?』에서 이어진다. Primary Cost Component Split의 기본 개념, Configuration, 테스트를 하나씩 살펴보자. 1. 기본 개념 Primary Cost Component Spli..
ckm3.tistory.com
'SAP CO > 깊숙한 개념' 카테고리의 다른 글
| 배부하지 않음(Not Distributed)과 배부되지 않음(Not Allocated) - 2 (28) | 2021.10.23 |
|---|---|
| 배부하지 않음(Not Distributed)과 배부되지 않음(Not Allocated) - 1 (20) | 2021.10.16 |
| 오더 정산에 따른 Cost Component Split (14) | 2021.10.11 |
| Primary Cost Component Split (14) | 2021.10.08 |
| 가격단위 vs. 원가계산 로트크기 (5) | 2021.09.28 |



